Upgrade your galvanizing plant with SEID's next-generation ModuPower® and ModuPlasma® technology. Capture 99.9% of acid mist, flux fumes, and zinc smoke while cutting energy consumption by up to 30%.
Zinc Dust Recycled
Energy Efficiency Gain
Process Uptime
Hot-dip galvanizing plants face intense regulatory pressure. Capturing and treating heavy, corrosive fumes across different production stages is critical for environmental standards, worker safety, and plant longevity.
Before galvanizing, steel is submerged in hydrochloric acid (HCl) baths. This process releases toxic, highly corrosive acid mist that degrades building structures, damages machinery, and poses severe health risks to operators.
Pre-treatment with ammonium chloride and zinc chloride flux leaves residues that vaporize immediately upon contact with molten zinc, releasing a thick, white smoke plume of fine chemical particulates that are difficult to filter.
Submerging steel products in the 450°C molten zinc kettle releases heavy metal smoke containing zinc oxides, zinc chloride, and combustion aerosols, requiring heavy-duty extraction and sub-micron particle collection.
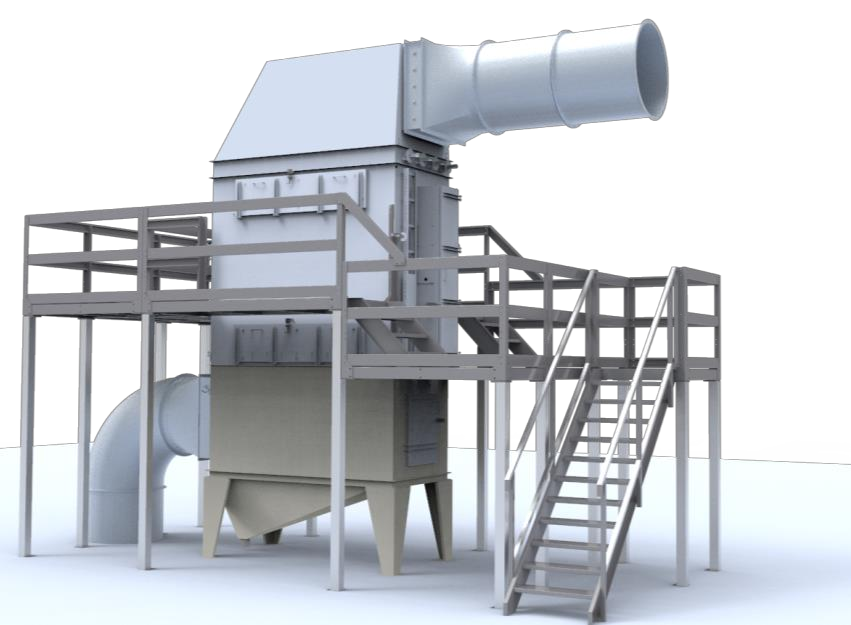
We design modular, high-efficiency emission abatement systems that combine direct plasma oxidation with high-frequency electrostatic separation.
Traditional Electrostatic Precipitators (ESPs) run on slow, line-frequency transformers. When a spark occurs, they drop power, allowing smoke plumes to escape.
SEID's **ModuPower® MPX** delivers high-frequency, high-voltage energy. It handles sparks in microseconds and maintains a near-continuous electric field, increasing particle collection efficiency by up to 30% while reducing structural footprint.
For corrosive acid mist and sticky chemical fumes, dry filters clog and scrubbers create massive water waste. SEID combines **ModuPlasma®** cold plasma with **Wet Electrostatic Precipitators (WESP)**.
Process gases pass directly through a non-thermal plasma field, initiating rapid oxidation. The sub-micron aerosols and droplets are then electrostatically separated on self-cleaning wet collection tubes, resulting in crystal-clear exhaust stack output.

Click through the primary stages of a hot-dip galvanizing line below to see how SEID's environmental technology integrates directly into your process flow.
Removing steel oxides and rust using HCl chemical baths, generating highly corrosive acid droplets.
Applying zinc ammonium chloride flux salts to prevent steel oxidation before molten zinc immersion.
Dipping steel into molten zinc at 450°C, generating massive white fumes, ammonium chloride particulates, and zinc oxide smoke.
Pickling tanks produce corrosive vapor droplets that quickly degrade standard baghouse filters. Our WESP solution uses corrosion-resistant alloy tubes and a thin continuous water film to rinse collected acid droplets back into the plant's neutralization system.
Flux preparation lines release volatile ammonium compounds. SEID's ModuPlasma® technology treats these gaseous emissions directly. The cold plasma system breaks chemical bonds in the airflow, eliminating complex odor and chemical particulates without adding reagent chemicals.
Zinc kettle dipping creates heavy, sub-micron white smoke containing ammonium chloride particles. Under heavy loading, standard systems suffer electrical spark-overs that crash the filter's performance. ModuPower® maintains high, stable voltage across the ESP, capturing even the smallest zinc dust particles.
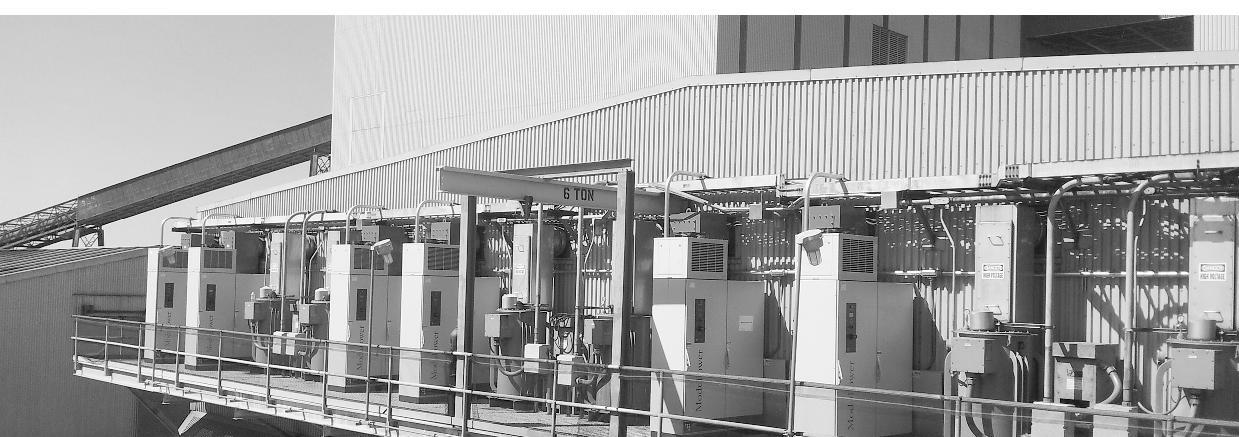
SEID’s technology has a proven track record. Our reference plant, NOT Varmforzinking AS (part of Norsk Overflate Teknikk AS), has operated ModuPlasma® filters since 2003. Sintef Norlab performed official emissions measurements, demonstrating compliance far below strict European regulations.
Tested and verified following official Norwegian and European standards (NS-EN).
| Pollutant / Parameter | Measured Value | Official Limit | Reference Standard |
|---|---|---|---|
| Total Dust | 2.5 mg/m³ | 5.0 mg/m³ | NS-EN 13284-1:2017 |
| HCl Acid Mist | 0.55 mg/m³ | 2.0 - 10.0 mg/m³ | NS-EN 1911:2012 |
| Zinc (Zn) | 0.17 mg/m³ | Not Specified | Component of dust |
| Manganese (Mn) | 0.0088 mg/m³ | Not Specified | NS-EN 14385:2024 |
Typical specifications for a single industrial filtration block.
ZINC RECOVERY & RECIRCULATION
Our system achieves a 95% recovery rate of zinc-containing dust, which is recycled back into the process. The cleaned exhaust air can be safely recirculated back into the hall, saving winter heating costs.
Estimate the emission reduction and energy cost savings you can achieve by upgrading your current plant configuration to SEID's air cleaning solutions.
| Operational Cost Category | Current System | SEID System | Annual Net Savings |
|---|---|---|---|
| Fan Electricity Cost | -- | -- | -- |
| Filter Media / Maintenance | -- | -- | -- |
| Zinc Recovery Credit (Value Recycled) | -- | -- | -- |
| Total Operational Cost (Net) | -- | -- | -- |
Provide details about your current hot-dip galvanizing line, and our engineering team will provide a customized energy and particulate capture analysis for your plant.